Calculating Layout Sheet Metal Corner Radius Bend

Layout And Forming Part One

Layout And Forming Part Four

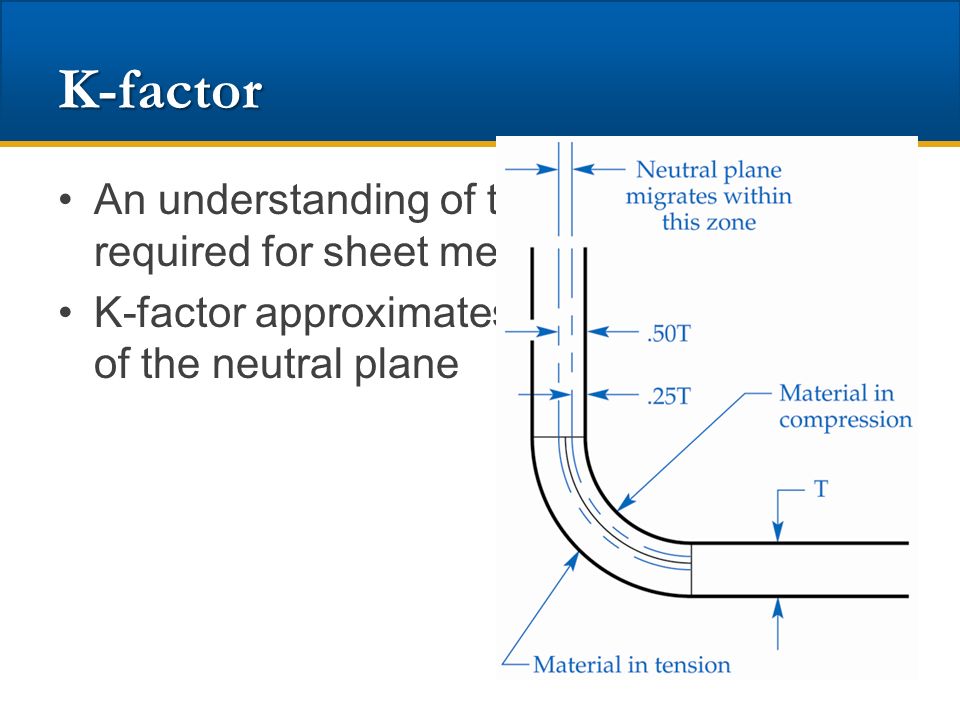
Analyzing The K Factor In Sheet Metal Bending

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Bend Allowance Sheetmetal Me

90 degrees bend angle.
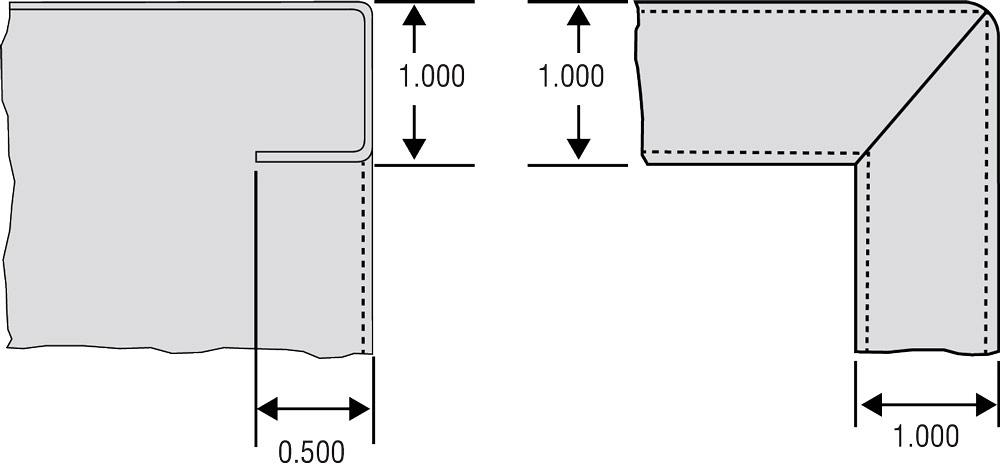
Calculating layout sheet metal corner radius bend. And an inside bend radius of 0 250 in. Bend allowance is the amount of metal to be added to the total layout. For all methods we calculate the bend. Relief height is generally kept greater than two times of sheet thickness plus bend radius.
Understanding the bend allowance and consequently the bend deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated. The most important considerations when bending metal is the min. Sheet metal bend brakes are used to bend material into the parts desired geometry. When bends are made smaller than the required min.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched. The legs are each 1 000 in and the dimension to the apex between the part edge and bend apex is 3 836 in. It has a material thickness of 0 250 in. Note that in the formulas below ir represents the inside bend radius and mt represents the material thickness.
You only have to insert interior angle flange lengths k factor inside radius and material thickness. Bend relief is provided at the end of bending edge in sheet metal design to avoid any crack tearing in the corner. The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend. Use this document to choose values that are both manufacturable and meet your needs.
As this happens you gain a small amount of total length in your part. Keeping the bend radius consistent will also make parts more cost effective. The bend allowance and bend deduction are two measures that relate the bent length of a piece of sheet metal to the flat length. Therefore the bend allowance added to the flange lengths is equal to the total flat.
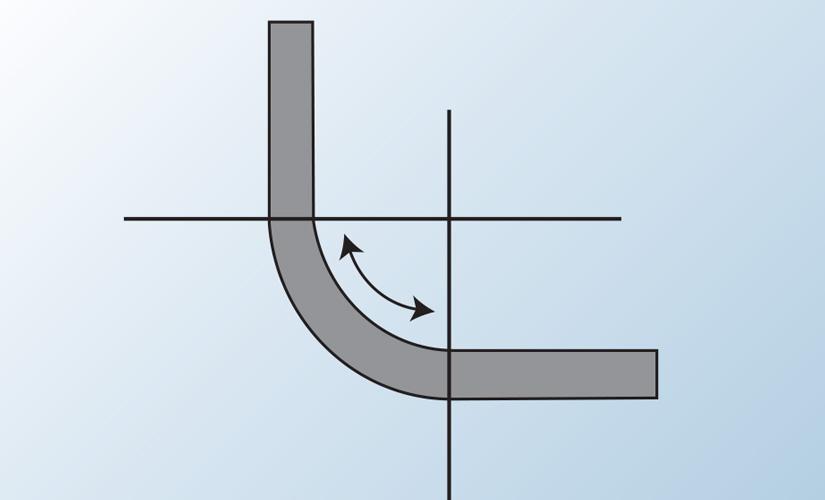
After bending the sheet we need to do some measurements as shown in figure 2. From there we can calculate the k factor and the bend deduction. Bend radii minimum bend sizes. Radius metal will crack at the outside heel of the bend.
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements. Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees. Bends that are in the same plane need to be designed in the same direction to avoid part re orientation to save both money and time.

Pin On Mechanical Insulation

Press Brake Square Bend Deductions Sheet Metal Work Press Brake Metal Bending

Pin On Press Brake Tooling

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
Precision Sheet Metal Bending Bump By Bump

Minimum Versus Recommended Inside Bend Radius

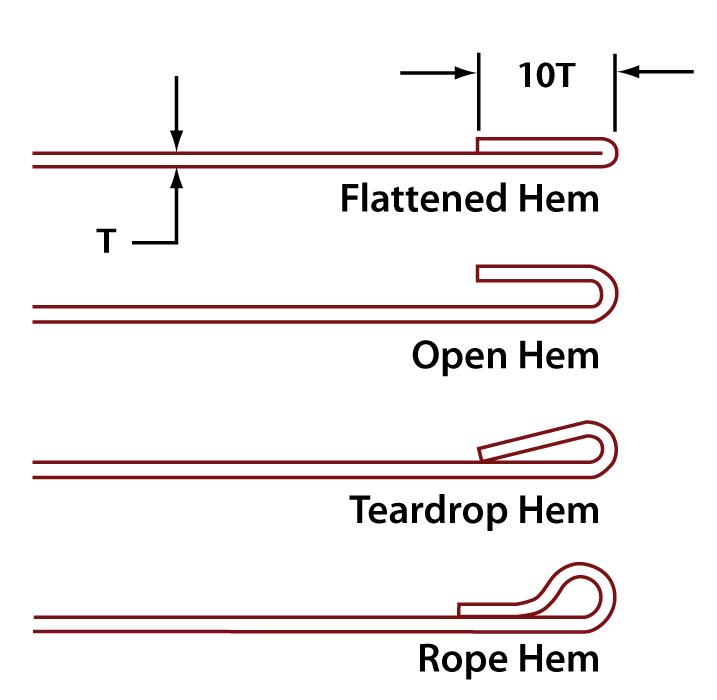
Sheet Metal Options

Sheet Metal Bending Process Machine Sales Sheet Metal Sheet Metal Work Metal Bending

This Is A Great 9 Page Pdf Entitled Bendworks The Fine Art Of Sheet Metal Bending This Is A Basic Sheet Metal Metal Bending Sheet Metal Fabrication

What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Sheet Metal Design Guide Geomiq

K Factor Sheetmetal Me
21 Precision Sheet Metal Parts 21 Precision Sheet Metal Parts Ppt Video Online Download

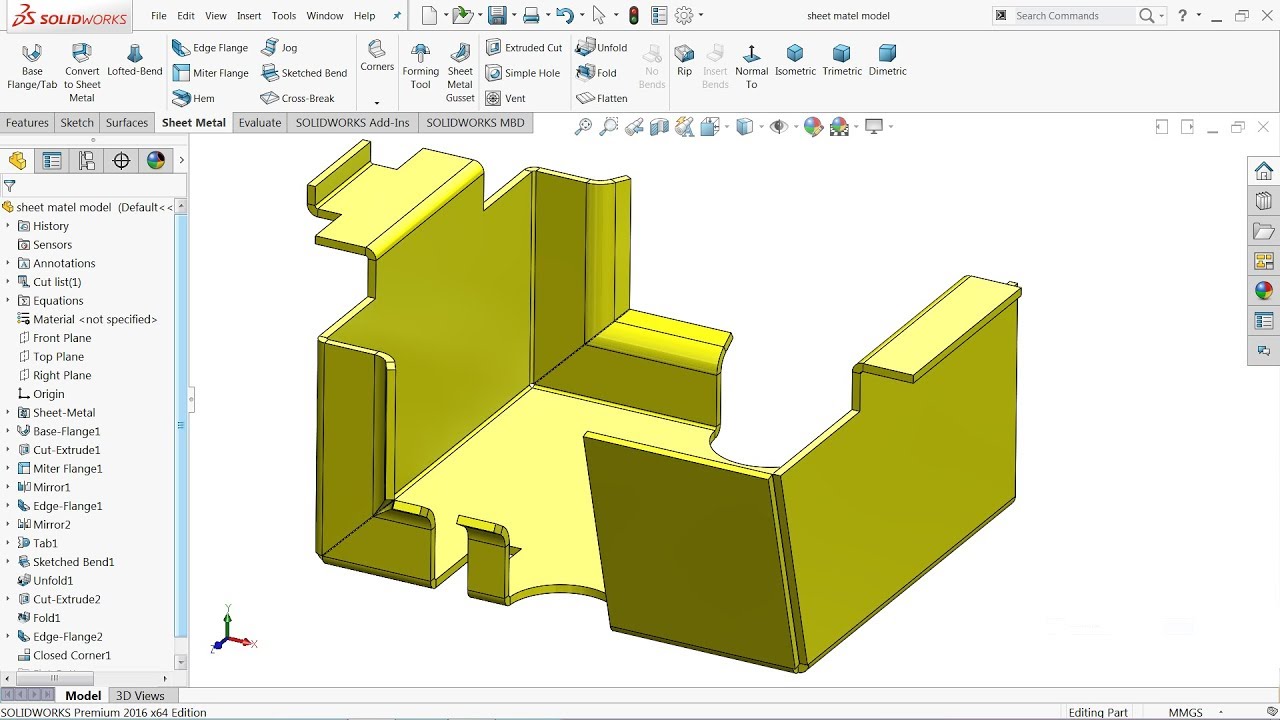
Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial
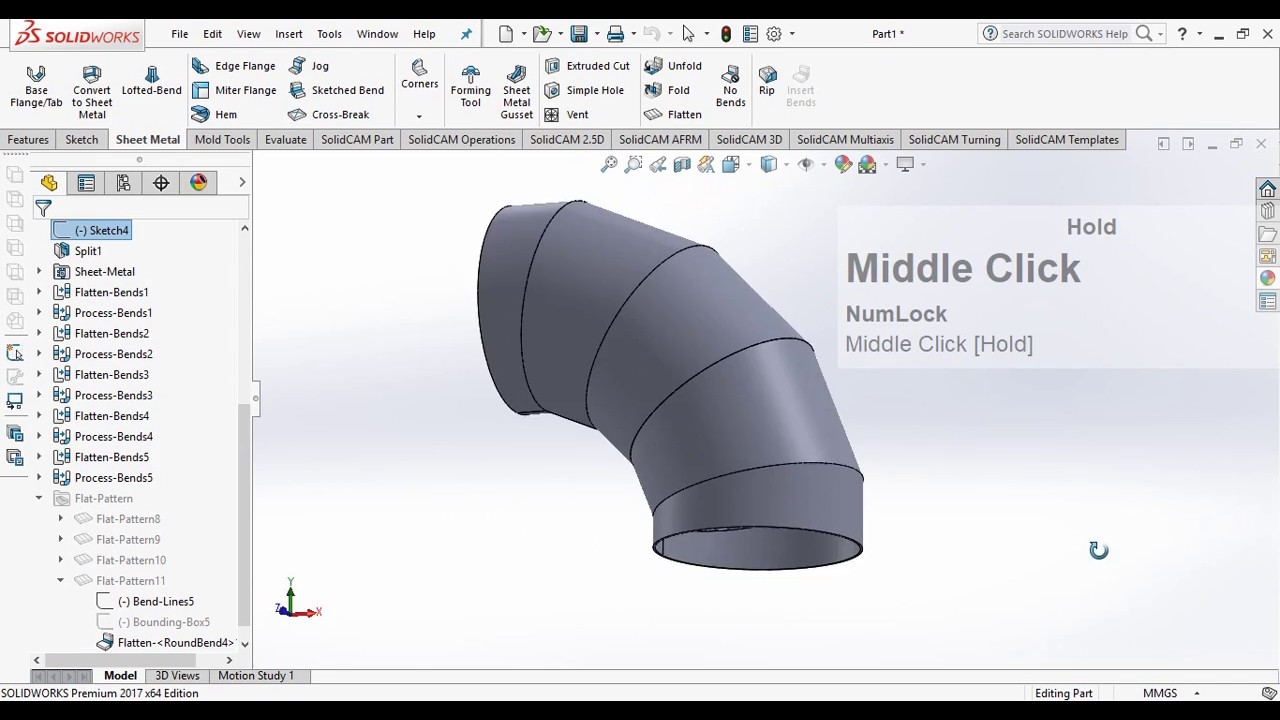
Development Steel Elbow Miter Bend Flat Pattern In Solidworks Sheet Metal Youtube

Sheet Metal Design Guide Bending Analyze From 8 Aspects Machinemfg

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Sheet Metal Metal Tool Box
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Sheet Metal Drafting Chapter 3 Wikisource The Free Online Library

Inventor Sheet Metal Folds Youtube
Press Brake Bending And The Notch A Deeper Dive

Software Solutions For The Sheet Metal Industry

Bending Metalworking Wikipedia


Understanding Sheet Metal
Fabricating Precision Sheet Metal Aircraft Parts
Press Brake Basics Bending Across The Hem
1a Drawing Task 16 Sheet Metal And Development Drawings Ppt Download

Bending Basics Why Do Die Angles Change Metal Working Tools Metal Working Sheet Metal Work

Unfolding Onshape Sheet Metal
2019 Solidworks Help Sheet Metal Gauge Tables
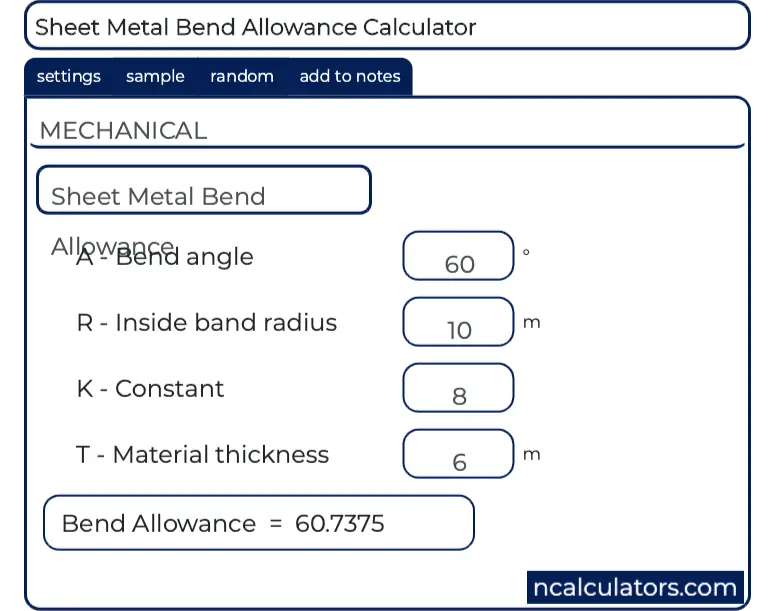
Sheet Metal Bend Allowance Calculator

Sheet Metal Bending Bending Definitions Metal Bending Sheet Metal Sheet Metal Fabrication
Solidworks Tutorial Sheet Metal Drawings Youtube
Shop Technology And 3 D Cad Sheet Metal Modeling
Press Brake Bending And Notching A Symbiotic Relationship
Square Throat Elbow Sheet Metal Connectors

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsynnzyz2gtoadyxf5csib5fsdf6lpsa0hy1q Usqp Cau

Press Brake Bend Allowance Chart Press Brake Allowance Chart Welding And Fabrication

Sheet Metal An Overview Sciencedirect Topics
Predicting The Inside Radius When Bending With The Press Brake

